In today’s competitive industrial landscape, selecting the right packaging machine manufacturer plays a decisive role in production efficiency, cost control, and long-term scalability. As industries shift toward automation and high-speed production lines, businesses increasingly depend on advanced packaging systems to maintain consistency, reduce waste, and improve output quality.
This article explores how an industrial packaging machine manufacturer for scaling can transform manufacturing operations, the types of systems available, key features to evaluate, and how to choose the right partner for long-term growth.
What is an Industrial Packaging Machine Manufacturer for Scaling?
An industrial packaging machine manufacturer is a specialized engineering company that designs, builds, and supplies automated or semi-automated machines used for packaging products across industries such as food, beverage, pharmaceuticals, cosmetics, chemicals, and logistics.
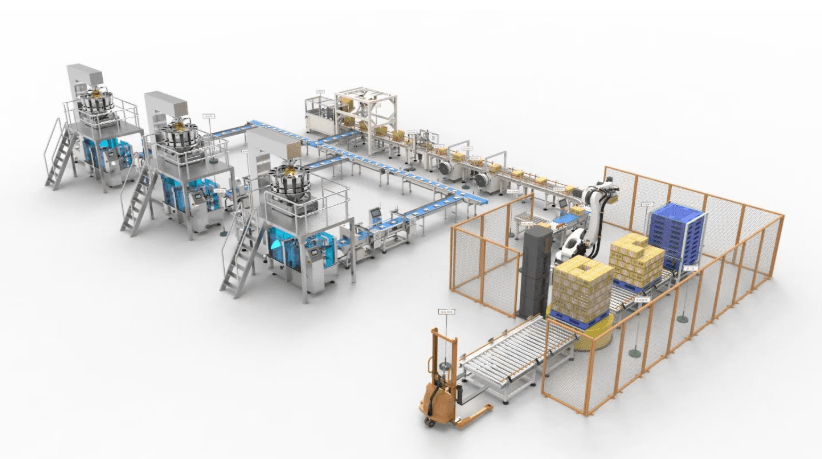
When the focus shifts to scaling, the role becomes even more critical. A scaling-oriented manufacturer does not just supply machines they deliver integrated packaging systems capable of:
- Handling increasing production volumes
- Supporting multi-line operations
- Reducing manual dependency
- Ensuring consistent packaging quality
- Enabling smart automation and monitoring
A reliable packaging machine manufacturer ensures that as your business grows, your packaging capacity grows seamlessly without operational bottlenecks.
Why Choosing the Right Packaging Machine Manufacturer Matters
The selection of a packaging machine manufacturer directly impacts production efficiency, product integrity, and operational costs. Poorly designed machines or unreliable suppliers can lead to downtime, maintenance issues, and inconsistent output.
Key reasons why the right manufacturer is essential include:
1. Production Scalability
A professional manufacturer designs systems that scale with demand. Whether you need 100 units per hour or 10,000 units per hour, scalable architecture ensures uninterrupted expansion.
2. Reduced Operational Costs
Automation reduces labor dependency, minimizes packaging material waste, and improves energy efficiency.
3. Consistent Product Quality
Precision packaging ensures every product meets uniform standards, improving brand trust and customer satisfaction.
4. Compliance and Safety Standards
Industrial packaging systems must comply with international safety and hygiene standards, especially in the food and pharmaceutical sectors.
5. Long-Term ROI
Investing in a reliable packaging machine manufacturer results in long-term savings due to reduced downtime and higher efficiency.
Types of Industrial Packaging Machines for Scaling
A modern industrial packaging machine manufacturer for scaling provides a wide range of equipment designed for different production needs.
1. Automatic Filling Machines
Used for liquids, powders, and granules, these machines ensure precise volume control and reduce product wastage.
2. Form Fill Seal (FFS) Machines
These machines form packaging material, fill it with product, and seal it in one continuous process ideal for high-speed operations.
3. Case Packing Machines
Case packers automate the process of placing products into cartons or boxes, increasing logistics efficiency.
4. Wrapping Machines
Used for shrink wrapping or stretch wrapping, especially in shipping and warehouse packaging.
5. Labeling Machines
Ensure accurate and consistent labeling for branding, compliance, and tracking.
6. Sealing Machines
Provide airtight sealing for food, pharmaceuticals, and industrial goods.
Each system offered by a packaging machine manufacturer can be customized based on production line requirements and industry standards.
Key Features of a High-Performance Packaging Machine Manufacturer
When selecting a packaging machine manufacturer, it is essential to evaluate the technical capabilities and innovation level.
Advanced Automation Systems
Modern machines use PLC (Programmable Logic Controllers) and HMI interfaces for real-time control and monitoring.
High-Speed Performance
Machines designed for scaling must support continuous operation with minimal downtime.
Modular Design
Modular systems allow businesses to upgrade or expand production lines without replacing entire setups.
Energy Efficiency
Advanced systems are designed to reduce power consumption while maintaining output efficiency.
Smart Integration
Industry 4.0 integration enables IoT-based monitoring, predictive maintenance, and data-driven decision-making.
Industrial Applications of Packaging Machine Manufacturers
A professional packaging machine manufacturer for scaling serves multiple industries with tailored solutions.
Food and Beverage Industry
- Bottling and filling lines
- Snack packaging systems
- Dairy product sealing and labeling
Pharmaceutical Industry
- Blister packaging
- Sterile filling systems
- Tamper-proof sealing solutions
Cosmetics Industry
- Tube filling and sealing
- Jar packaging systems
- Label precision systems
Chemical Industry
- Drum filling machines
- Powder packaging systems
- Hazard-safe sealing systems
E-commerce & Logistics
- Automated case packing
- Shrink wrapping for shipping
- Sorting and labeling systems
Each industry requires precision engineering, making the role of a packaging machine manufacturer highly specialized.
See also: Technology Trends Shaping the Next Generation
Automation and Industry 4.0 in Packaging Systems
Modern packaging systems are evolving rapidly with Industry 4.0 technologies. A forward-thinking packaging machine manufacturer integrates smart systems that enable:
Real-Time Monitoring
Sensors and IoT devices track machine performance, downtime, and production output.
Predictive Maintenance
AI-powered analytics detect potential failures before they occur, reducing downtime.
Data-Driven Optimization
Production data helps manufacturers optimize packaging speed, material usage, and energy consumption.
Remote Control and Diagnostics
Operators can monitor and control packaging lines remotely through cloud-based platforms.
These innovations make scaling easier, faster, and more cost-efficient than ever before.
How to Choose the Right Packaging Machine Manufacturer
Selecting the right industrial packaging machine manufacturer for scaling requires careful evaluation.
1. Experience and Expertise
Look for manufacturers with proven industry experience across multiple sectors.
2. Customization Capabilities
Every production line is different. A strong manufacturer offers tailored solutions instead of one-size-fits-all machines.
3. After-Sales Support
Maintenance, spare parts availability, and technical support are critical for long-term performance.
4. Technology Integration
Ensure the manufacturer provides modern automation and smart control systems.
5. Quality Certifications
Check for ISO certifications and compliance with international manufacturing standards.
6. Scalability Options
The system should allow easy expansion as your production needs grow.
A reliable packaging machine manufacturer ensures not only machine delivery but also long-term operational success.
ROI Benefits of Industrial Packaging Machines
Investing in an advanced packaging machine manufacturer for scaling offers significant returns:
- Reduced labor costs through automation
- Increased production output
- Lower packaging material wastage
- Faster order fulfillment cycles
- Improved product consistency
- Reduced downtime and maintenance costs
Over time, these benefits contribute to a strong return on investment and competitive advantage in the market.
Maintenance and Operational Efficiency
Even the most advanced machines require proper maintenance. A professional packaging machine manufacturer provides:
Preventive Maintenance Programs
Scheduled inspections help prevent unexpected breakdowns.
Spare Parts Availability
Quick access to replacement parts minimizes downtime.
Operator Training
Proper training ensures machines are used efficiently and safely.
Technical Support
24/7 support ensures smooth operations across production shifts.
Maintenance is essential for ensuring long-term performance and maximizing machine lifespan.
Future Trends in Packaging Machine Manufacturing
The future of packaging automation is rapidly evolving. Leading packaging machine manufacturers are focusing on:
- AI-powered smart factories
- Fully autonomous packaging lines
- Sustainable and eco-friendly packaging solutions
- Robotic integration in packaging systems
- Cloud-based production management
These innovations will further enhance scalability and efficiency across industries.
Conclusion
Choosing the right packaging machine manufacturer is one of the most important decisions for any growing business. A well-designed industrial packaging system not only improves efficiency but also ensures scalability, cost savings, and long-term operational success.
An industrial packaging machine manufacturer for scaling provides more than machinery it delivers a complete ecosystem for production growth, automation, and future readiness. Businesses that invest in advanced packaging solutions today position themselves for stronger competitiveness and sustainable expansion tomorrow.
FAQs
1. What does a packaging machine manufacturer do?
A packaging machine manufacturer designs and produces automated systems used for filling, sealing, labeling, and packing products across various industries.
2. Why is scalability important in packaging machines?
Scalability ensures that production lines can handle increasing demand without requiring complete system replacement.
3. Which industries use packaging machines the most?
Industries like food, pharmaceuticals, cosmetics, chemicals, and logistics heavily rely on packaging automation systems.
4. How does automation improve packaging efficiency?
Automation reduces human error, increases speed, and ensures consistent product quality while lowering operational costs.
5. What should I look for in a packaging machine manufacturer?
Look for experience, customization options, technical support, scalability, and modern automation integration.
6. Is investing in packaging machines cost-effective?
Yes, over time it reduces labor costs, improves efficiency, and delivers a strong return on investment through higher productivity.






